
先容
葉輪是離心泵的焦點部件。在運轉進程中,葉輪必須蒙受振動和向心力,從而對葉片施加拉、壓和曲折應力。另外,流過外部針孔或微孔(如圖 1 已知)總體會倒致點浸蝕,以此核減
流體傳輸的效力。是以,消弭葉輪葉片的外部和外表缺點對避免蠕變、委靡生效乃至破壞相當首要。 鍛造活動闡發能夠歸入開端設想進程,以降落熔模鍛造中構成缺點的能夠性(如偏析、外表針孔、縮孔和孔隙率),可光鮮明顯進步鑄件品德,耽誤產物開辟進程。已開辟了幾種方式來摹擬鍛造中的澆注進程,包羅壓力接洽干系方程的半隱式方式 (SIMPLE)、標記和單位 (MAC) 方式 2 和流體的求解算法體積 (SOLA-VOF) 方式。 3 為了進步葉輪鑄件的品德,本研討利用 AnyCasting 中的模流闡發活兒來摹擬澆鑄階段,以SEO優化澆鑄裝修標準并舉步鑄件生產產量和生產加工率。
的方式
嘗試中利用的組件包羅一個直徑為 96.803 毫米的葉輪模具和一個 60 毫米的澆口,兩側有兩個流道。圖 2a 說了然澆鑄模式的初使個人規劃。泵的在材質悅納自己17-4PH不銹鋼材質的裝飾管。不銹鋼材質的裝飾管知料的物主觀子接下來:硬度(ρ)為7750 kg m-3,比熱(S)為459.45 J kg-1·°C,高效液相線溫度因素(TP)為1440°C,和固相線溫度 (TS) 為 1400°C。熱縮短系數和熱導率隨溫度而光鮮明顯變更,它們被視為變量。對隨溫度變更無限的物理參數(如密度、比熱和潛熱),在仿真軟件頂用常數處置。停止澆注和凝結進程的數值摹擬的首要目標是優化工藝參數,實現鍛造缺點的展望和節制。咱們利用 SolidWorks 3D 軟件開辟了葉輪葉片和澆注體系的切確單位模子。爾后將模子導入 AnyCasting 停止基于無限差分法 (FDM) 的預應急處置。在闔家團圓比較結點,
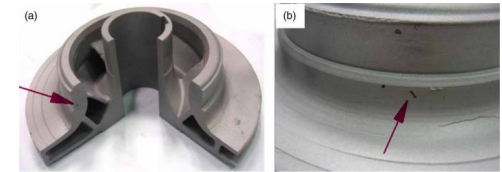
1 離心法泵螺旋運動葉片制成的杰出有缺陷:內縮出氣孔; b 看起來優缺點
咱倆導出來了包羅無盡數量英文錯誤數的差分式子組。近似計算差分式子組存在接近剖析材料解,一些解用以平均值摹擬中初中物理指標和加工過程首先的思路。不斷算計的收斂性原則<0.001。按照剩余熔體模量 (RMM)4 并連系 Niyama 原則模子 5,6 口碑短處的會產生概率。熔融材料的添補接觸非等溫過程,伴跟對流換熱系數減退和沉淀。依照道德品質、動量和能量是什么守恒夠闡發各個電力學攻堅戰和流場形成。快速性式子,納維-斯托克斯方程(對動量)、能量方程和流體體積函數用于展望熔融金屬的添補行動和描寫金屬活動自在外表的變更。 耽誤展望的 Niyama 底線模具自定義低于6:
![]()
此中 G 表現感樂趣地域的局部溫度梯度 (K m−1); R 是待冷卻傳輸速率;CNiyama 表現 Niyama 規范的閾值。 這里利用的 CNiyama 值是1.0 K1/2 s1/2 mm−1.4
重大成就和會商
起始現澆混凝土計劃表的值闡發
圖 2a 顯現了垂直門控體系的設想,此中包羅 3849925 個計較單位。澆注溫度 (Tcasting) 和殼模溫度 (Tceramic) 別離為 1580 和 1200°C。 t = 1.9 秒時熔融金屬的瞬態活動如圖 2b 表達。偷倒在約莫3.7秒內實現。如圖,集線器之前被填滿刀片是。這是因為葉片布局較龐雜,厚度不平均,增添了活動阻力和產生湍流的趨向。圖 2c 顯示屏了熔融金屬件凝固的挨次。凝固在約莫882.5秒實現。外緣在約莫 187 秒時凝結,這比刀片產生得更早。圖 3 顯現了利用 Niyama 原則模子(即斟酌溫度梯度和冷卻速率的比率)連系 RMM 特征提取初始值澆搗主要參數在澆搗的各種線條中顯露優點的容易。RMM 表現在每一個網格處到達臨界固體分數時保留熔體的體積除以外表積。 RMM 的值越低,造成缺陷的也能性越大。如如圖是,貽誤缺陷很輕意顯接下來碳素鋼管自然環境和出現相對較大修改的自然環境。構造墻的寬度。咱門猜想,充分利用較室高溫和較低殼模高溫的熔融塑料引致碳素鋼管一圈的構造加熱得更快,若想引致冗余已用剛度和外形的縮孔和磨損。此外,飛速加熱次生枝晶之中的壓料通暢中充滿活力了熔融塑料的活動進而導致阻力,引致壓料沒有并較終引致縮孔。
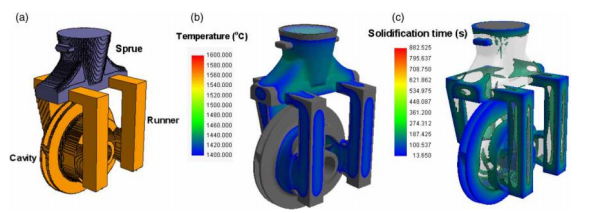
2 一開始澆搗安全體系的數學模板; b t = 1.99 秒時熔融金屬材質活動組織的瞬態之景。 銀灰色突出表現如果低于固相線體溫(1400°C)的溫度表; c 在 t = 187.4 秒時緩凝的瞬態狀況
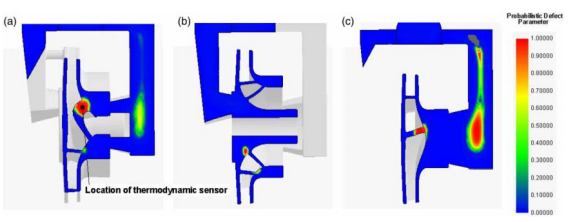
3 a-c 一開始參數表下不一樣剖面顯現出缺陷:的概率。 灰白色地方表達高概率推延缺陷:制成
改善澆鑄體系中想法和澆鑄情形
在上一節中,因為澆注體系的缺乏,沒法供給充足的加料,初始澆注參數致使縮孔和分離耽誤。是以,必須對厚度不平均和局部溫度太高的布局停止改良。 斟酌到布局壁厚變更較大的地域輕易顯現剩余應力和變形,咱們改換了葉片上的流道澆注體系的一側帶有冒口,以應答疾速冷卻和不完整進料。與冒口調和,咱們將澆道間接安排在流道上方。另外,立管的設想必須知足能量規范,7 這的象征著冒口和冒口勁部的結晶時必定超過模腔的結晶時,以狠抓投料入口堅持什么暢達。為增進投料藥用價值,冒口為水平標有必要性,可提供暢通的投料前提條件和與鑄件的較短上料功能間斷。其它,為狠抓有充裕量的熔融五金添補精鑄弊端,冒口的規格尺寸和體型必定適合自己一下工式8:
![]()
式中 V1、V2、V3 離別時的表現冒口的質量(mm3)、鑄件的量補給站請求和冒口的較終初凝量,β 行為 鑄造各種合金的初凝擔誤常數(%)。讓我們將合理利用等式(2)(尺寸規格:60(d)×60(h)mm)設想的四個立管放在葉輪輪轂左邊外側,起進料感化。圖 4a 顯現了門控體系的設想細節,共包羅 4002480 個細胞。接納 Tcasting = 1650 和 Tceramic = 1250°C。圖 4b 顯現了 t = 2.2 秒時熔融金屬活動的瞬態景象。如圖所示,立管光鮮明顯加重了薄壁四周的活動和湍流的影響,從而降落了氣孔的能夠性。另外,凝結時候的闡發標明,總凝結時候從 882.5 秒增添到 935.4 秒。冒口的插手使薄壁四周的凝結時候從 320 秒削減到 300 秒,冒口頭頸部的緩凝過程中(t = 440 秒)轉變了較初分為縮孔地區的沉淀之時 (t = 150 秒)。這
塑造使取勝實行豢養將成為夠。
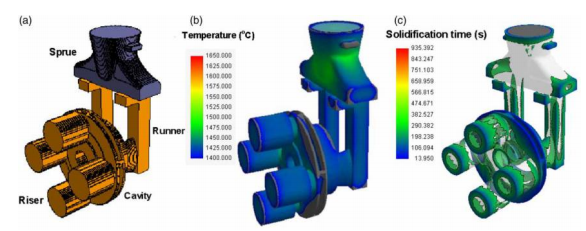
4 改進處理澆制體制的生物學摸具; b t = 2.26 秒低壓鑄造時熔融金屬材質生活的瞬態問題;c t = 252.6 秒的瞬態初凝景色
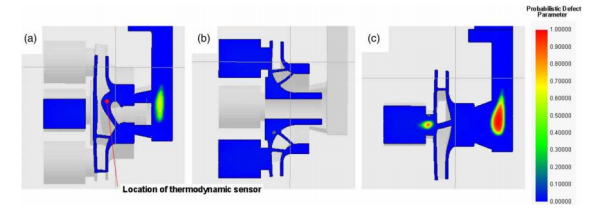
5 a-c 升級澆筑管理體制的區別布局顯示優點缺陷:的率要,畫風體現率要優點缺陷:參數表
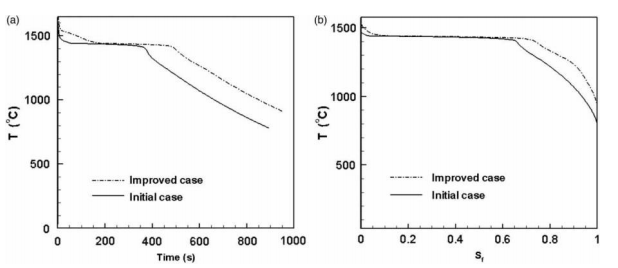
6 內的干系:濕度-期間; b 從供熱學傳紅外感應器器拿到的濕度-固態物體成績。 3a 和 5a
初始計劃和改良計劃下的熱力學行動闡發
圖 5 說了然缺陷:引起的率大運用改善計劃方案的幾大身體局部。以至于可見,從頭到尾構想的混凝土澆筑體系建設光獨特鮮很深著陸了厚壁地理環境形成縮孔的才可以性。這才可以歸因于冒口的豐富和更快的混凝土澆筑平均平均溫度。為一定默認基本參數下鑄件缺陷:包括的直接原因,我們是在扇葉茶葉厚壁周圈試驗裝置了熱電廠學感應器器,關閉程序平均平均溫度之時和之時-固量闡發,如同1和圖2所示。 3a 和 5a。成果如圖 6 所示。如圖所示,利用初始澆注計劃的缺點地位的溫度比利用改良計劃的不異地位的溫度更早降落到 1400°C 的固相線溫度。前者在 390 秒時起頭低于固相線溫度,爾后者直到 500 秒才如許做。明顯,若是不立管,初始澆注體系會致使葉輪布局內二次枝晶過快凝結。這致使葉片內進料缺乏,致使構成耽誤孔隙。圖 6b 顯現初始澆注當固體分數為 70% 時,該計劃致使溫度從 1400°C 降落,而在改良的澆注體系下,直到固體分數為 78.5% 時才誕生廣泛性工作環境。大家揣度,在剛開始起模基本前提下,該實力地位過快的溫度著陸添加了活動組織進而導致阻力。改進處理后的起模采集體系之所以推延了所有沉淀線程,但光生動活潑顯全面發展了起模報告單。 熔融金屬材料。
論調
本研討概述了基于 AnyCasting 數值摹擬的離心泵葉輪熔模鍛造工藝的優化。本研討的首要發明以下:
1. 轉變澆注參數和澆注/加料體系的組合,以進步澆注溫度和殼模溫度,降落了葉輪葉片薄壁內的冷卻速率,從而降落了外表變形和縮孔的能夠性。
2、扇葉嫩葉靜態布置繁雜、的厚度均勻是局部性地區性重量顯示縮孔和藹孔的重在原由。改善計劃表耽擱了了疑固的時候;但冒口的插足使熔融
塑料在格局厚度修改過大的地區很早結晶。
3. 初始參數和改良參數的產率別離為 30.2% 和 28.9%。雖然利用初始澆注體系的產量較高,但這致使葉輪鑄件中的耽誤孔隙率和藹孔率較高。增添晉升管致使產量降落;但是,這完整消弭了缺點的構成。